

Heat Exchanger Solutions
Engineered for Performance & Reliability
At Thermal Engineering International (TEi), we design and manufacture a comprehensive range of high-performance heat exchangers engineered to meet the demanding thermal and mechanical requirements of today’s power and process industries.
Whether for fossil, nuclear, industrial, or combined cycle applications, our heat exchanger solutions are built for efficiency, durability, and precision performance. Every design is supported by advanced engineering analysis, including thermal-hydraulic modeling, vibration studies, and lifecycle evaluations—ensuring optimal performance in even the most challenging environments.


Heat Exchangers
Plate Finned (Air Cooled)
Our Plate and Fin Tube Heat Exchangers are used by Motor and Generator Manufacturers and provide necessary cooling of critical generator components during operation.
Custom Industrial Air Exchangers
Alongside our plate-fin heat exchanger line, TEi designs and manufactures custom industrial air exchangers with a wide range of fin types, metallurgies, and configurations.
Applications
- Air preheaters
- Boiler economizers
- Compressor interstage and aftercooling
Materials
- Tubes: Copper, copper-nickel, carbon steel, stainless steel
- Fins: Aluminum, copper, carbon steel, stainless steel
Header Options
- Plug type box
- Removable cover plate
- Round pipe
- Machined high-pressure slab
We also provide replacement bundles for a wide variety of industrial air exchangers.
Rugged, high-performance units for process cooling in harsh environments.
Engineered for optimum economic design and performance, TEi Air and Gas Coolers have been an integral internal component for cooling motors and generators produced by diverse international manufacturers for decades.
TEi’s Motor and Generator Engine Coolers cool air or hydrogen, which in turn cools the internal components of the motor or generator. These coolers are available in single tube, double tube, plate-fin and fin-tube designs.
Transfers recovered heat from rotor cooling air into the steam cycle, increasing combined cycle plant efficiency and reducing heat waste.
Cools turbine rotor air to maintain safe operational temperatures and prevent thermal stress, especially in high-output systems.
Keeps emergency diesel generators operating within optimal thermal conditions, ensuring backup power availability.
Engineered for critical motor systems, ensuring stable operation under load.
Heat Exchangers
Waste Heat Boilers
High-efficiency water tube heat exchangers built for demanding service. With rigorous thermal design and proven pressure handling, these units are ideal for steam, feedwater, and process heating duties in power and industrial settings.
Heat transfer units tailored to process gas streams—whether for heating, cooling, or recuperation. Engineered for gas composition, temperature swings, fouling potential, and pressure drop constraints, offering dependable performance in gas-phase duties.
Specialty heat exchangers for extreme service: nuclear reactor circuits, high-temperature process gas, or delayed coker duty. These units are engineered for severe temperatures, aggressive fluids, and tight safety and reliability requirements.


Heat Exchangers
Fired Heaters
Complete thermal fluid (organic, synthetic, or molten salt) heating and heat transfer systems. We design, supply, and integrate systems for stable temperature control, efficient circulation, and reliable operation in industrial applications.
Custom-designed process furnaces and fired heaters for high-temperature thermal conversion. With modular construction, precise burner control, and integration with waste-heat recovery, our furnaces offer efficient, low-emission performance.
Heat Exchangers
Sulfur Recovery Trains
Designed to cool process gases above 2600°F (1400° C) and pressures above 3,000 psi (210 kg/cm2), Struthers Wells™ waste heat boilers generate high quality steam to pressures higher than 2,100 psi (150 kg/cm2) for steam generation rates up to 500,000 lb/hr (230,000 kg/hr). Designs include:
- Waste heat boilers
- Single shell
- Dual compartment
- Internal by-pass
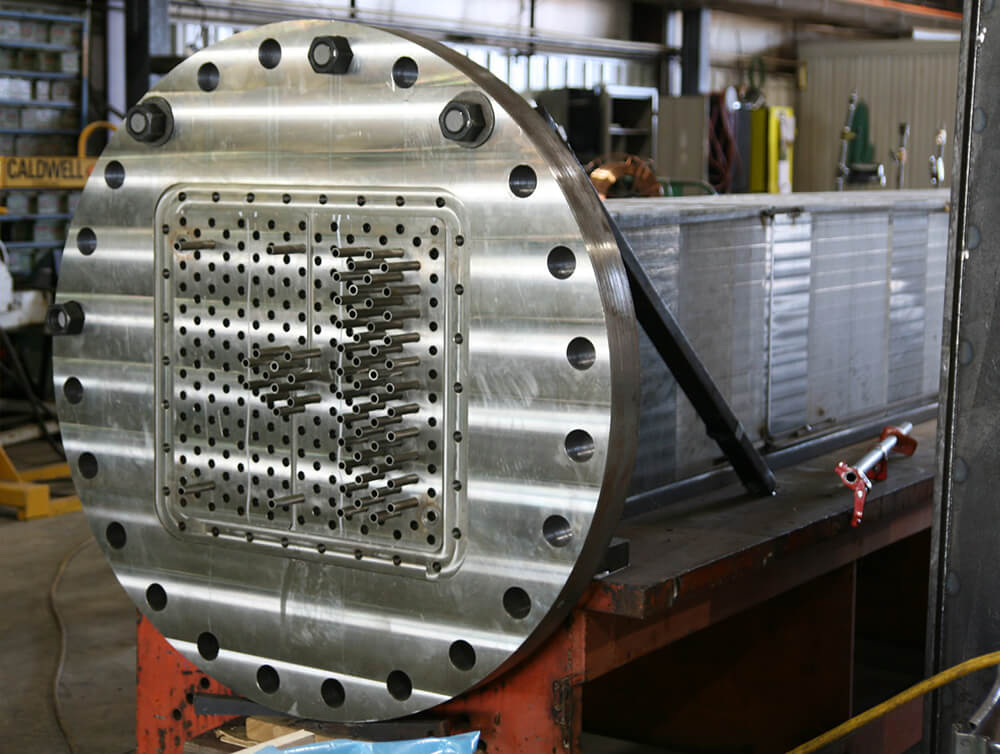
The flexible-supported-stayed-thin tubesheet design pioneered by Struthers Wells is typically 1” (25mm) thick. This allows good cooling by the water on the rear face lowering the tubesheet metal operating temperature. Tubes act as stays, remain at the same temperature, so the sheet stays flat. Flexible connection of tubesheet to shell allows for expansion and gives good fatigue resistance. In addition, the full thickness tube-to-tubesheet weld provides tubesheet integrity, eliminates crevice corrosion on the water side, and ensures equal metallurgy in the weld and on the tubesheet.
Struthers Wells™ waste heat boilers are typically supplied with an overhead steam drum for water and steam circulation with a large recirculation rate to ensure effective cooling. The steam drums are equipped with two stage phase separation systems to provide high purity steam which is frequently used to generate power through steam turbines. Internal cyclone separators and demister pads are used for steam-water separation. Water and steam quality are in accordance with ABMA Standards. The drums fabricated to ASME or other codes are matched to the Waste Heat Boiler requirements and fitted with suitable instrumentation to ensure safe and smooth operation.
Custom-engineered piping systems designed to integrate seamlessly between key process units. Optimized for high‐temperature, corrosive, or high-pressure flow paths, our interconnecting piping delivers precise fluid routing, minimal thermal losses, and reliable long-term performance.
Robust condenser designs tailored for sulfur recovery environments. We deliver high-purity condensation of sulfur vapor streams, with corrosion-resistant materials and thermal control engineered to match the sulfur dew point and process conditions.


Heat Exchangers
Shell & Tube
Our Shell & Tube Heat Exchangers are used by diesel and gas engine manufacturers and dealers, turbine and compressor manufacturers, hydraulic packagers and distributors, pulp and paper mills, shipyards, lubrication oil console packagers, and many other heating and cooling assignments. These include Rotor Air Cooler Kettle Boiler Heat Exchangers, which are used to cool gas turbine rotor cooling air in a Combined Cycle Power Plants. The rotor air heat is transferred to the water on the shell side, which is converted to steam and piped into the HRSG. The recovery of waste heat produces a net increase of the CCPP efficiency. The RACKB’s can be purchased with or without controls and instrumentation. Controls and Instrumentation options include, control valves, bypass lines, drain tank, Temperature and Pressure monitors /transmitters, heat tracing, PLC. Materials of construction include options for carbon steel, 304SS, 316 SS, Incoloy and Inconel.
Our Shell & Tube Fuel Gas Performance Heat Exchangers are used to heat natural gas that is fed to the gas turbines in combined cycle power plants. The fuel gas heat exchangers can also be purchased with or without controls and instrumentation. Controls and Instrumentation options include, control valves, bypass lines, drain tank, temperature and pressure monitors / transmitters, heat tracing, PLC.
Recovers waste heat from boiler blowdown processes, improving overall plant heat rate and reducing energy loss.
Shell and tube heat exchangers used on hydro-cracking and hydrodesulfurization require special closure design because of requirements imposed by the process licensor: Chevron & Union Oil. In 1968, Struthers Wells™ participated in the design of a special heat exchanger for a major oil company to use in a hydrocracking process. Since then, Struthers Wells™ has adapted the basic concept of the breech lock closure to a number of heat exchangers with innovative new features that greatly improve closure reliability, including:
- Fully removable bundle
- Minimum number of leak paths to the atmosphere of high hydrogen content at elevated temperatures
- Tightening the internal gasket in service, eliminating leakage between shell and tube side fluids in feed/effluent, increasing the efficiency of the process
Our improvements to the original concept have resulted in dependable performance with benefits such as:
- No fluid pressure on the mechanical threads, thus avoiding hoop stresses and radial expansion at the threads
- Compensation for differential thermal expansion when temperatures of joint components vary
- Improved ACME thread that optimizes pitch and prevents potential binding issues
- Improved horizontal installation prevents scraped-off metal chips that can cause leaks in shell-to-tubesheet gasket
- Forces on the threads are purely mechanical
Maintains critical component temperatures by removing heat from closed-loop cooling systems in power plants and industrial facilities.
Ensures thermal management for reactor and turbine auxiliary systems during both normal and emergency operations.
Used in auxiliary systems for water purification and steam generator support.
Condense and recover steam or process vapors, minimizing losses and maintaining environmental compliance.
Pre-heats natural gas before combustion to optimize turbine performance and reduce fuel consumption in gas-fired plants.
Condenses steam from turbine glands to maintain vacuum integrity and improve condenser system efficiency.
Provides a thermal bridge between systems, supporting heat transfer from closed-loop systems to ultimate heat sinks with reliability and control.
Passive safety systems used in BWRs to remove heat from the reactor core without the need for external power or pumps.
TEi Struthers Wells™ can design and supply the kettle type reboilers with integral steam separation for low or medium steam pressures.
Ensures consistent lubricant temperatures for turbines, pumps, and rotating machinery to prevent wear and optimize system reliability.
High-performance heat transfer systems for molten salt applications in small/modular reactors or solar thermal plants. Our designs handle extreme temperatures, maintain salt chemistry integrity, and ensure safe, efficient heat exchange in closed or open loops.
Specialized heat exchangers for polishing or cleanup duty, operating without regeneration cycles. These units reliably remove residual heat or contaminants, supporting downstream purity or thermal balance requirements.
The lube oil cooler is to maintain oil temperature of the turbine lube oil by utilizing cooling water through the tubes. TEi provides shell & tube TEMA type heat exchangers for this service.
Removes impurities and maintains water chemistry for both safety and non-safety related systems.
Critical for safe reactor cooldown during shutdowns, maintenance, and emergency operations.
Transfers recovered heat from rotor cooling air into the steam cycle, increasing combined cycle plant efficiency and reducing heat waste.
Facilitates safe plant cooldowns, ensuring compliance with safety procedures and cooldown rate limits.
Maintains safe temperature levels for stored spent nuclear fuel, preventing overheating and ensuring long-term storage integrity.
Robust shell-and-tube heat exchangers built to TEMA (Tubular Exchanger Manufacturers Association) standards — designed for reliable, long-lived performance in industrial duty. Our designs address thermal stresses, erosion, fouling, and maintenance access, providing optimized heat transfer in rigorous process environments.
Advanced air-cooled heat exchangers tailored for turbine cooling duty. Our units precisely manage the heat removal from turbine bleed or extraction air streams under varying load conditions, supporting optimal cycle efficiency, thermal stability, and balance‐of‐plant integration.
Cools turbine components for improved efficiency and extended equipment life during peak load and continuous operation.
Compact heat exchangers designed to cool vent or flash-steam streams, condensing vapors into liquid for recovery while reducing energy loss and emissions. Typical applications include deaerator vents, flash tanks, and process gas vents.
Let us help you optimize your thermal systems with precision-engineered solutions.
Why Choose TEi?
- Custom Designs: Tailored solutions based on your application, system requirements, and operating conditions.
- Proven Performance: Backed by decades of experience and thousands of global installations.
- Robust Manufacturing: Built to exacting standards in TEi’s ASME- and ISO-certified facilities.
- Engineering Depth: Full thermal, mechanical, and lifecycle analysis on every project.







Need More Info?
We Can Help!
Whether you need more information or would like to discuss your next project, we look forward to speaking to you.